تعدادی از تصاویر نورپردازی و ابزارها
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)







.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
+ نوشته شده در ساعت توسط علی دهقانپور
|
پیشنهاد طرح هم پزیرفته میشه ، واسمون میل کنید یا از طریق شبکه های اجتماعی بفرستید
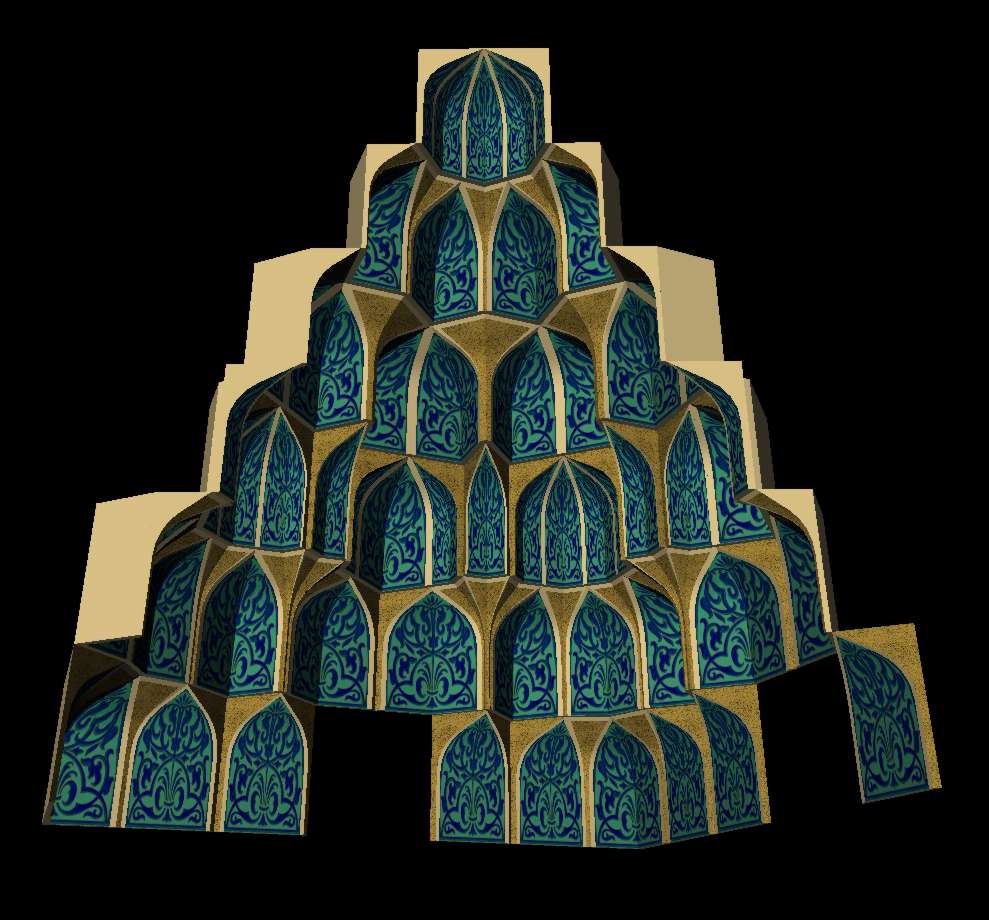
مقرنس کاری یکی از عناصر مهم تزیینی معماری است، که در زیبا ساختن بنا های ایرانی بخصوص مساجد و مقبره ها استفاده می شود. مقرنس ها شباهت زیادی به لانه زنبور دارند، در بناها به شکل طبقاتی که روی هم ساخته شده برای آرایش دادن ساختمان ها، و یا برای آنکه به تدریج از یک شکل هندسی به شکل هندسی دیگری تبدیل شود به کار می روند. این مقرنسها را می توان از جمله وسایل موثر ساختن گنبد ها دانست، که بعدها محتوای نظری اولیه را از دست داده، و بیشتر برای تزیین به کار رفته است. برخی معماران ایرانی در ساختن و پرداختن مقرنس مهارت زیادی دارند، و نمی گذارند موجب سنگینی ساختمان شود، و بر اصل و پایه فشار آورد. با مشاهده شکل های طبیعی قندیل های یخی و آهکی درون غارهای ایران در می یابیم که به احتمال زیاد هنرمندان نخستین این فن از همان قندیلها برداشتی هنرمندانه کرده اند، و عینا آن را در سطوح داخلی و خارجی بناها با استفاده از آجر گچ و یا سیمان به کار گرفته اند. مقرنسها معمولا در سطوح فرو رفته گوشه های زیر سقـف ایجاد می شود. اما محل قرار گیری این عنصر تزیینی میتواند در بالای دیوارها، سقفها گوشه ها سردرها و ... باشد.
مقرنس توانست بر سایر هنرهای تزئینی و صنایع دستی اثر گذارده و موجب تکوین و گسترش انواع هنرها مانند، فرش بافی، کاشی کاری، گچبری و غیره شود. چه بسا وجود طرح های بسیار چشمگیر مقرنس در سر درها، درون گنبدها، داخل شبستانها و محراب ها بود، که موجب گسترش روز افزون هنر کاشی سازی گردید، و به هنگام ساختن منبرها و ستون های چوبی داخل مساجد، منبت های زیبا با الهام از شکل های مختلف مقرنس بر روی آنها نقش بست. نمونه های بی مانند این نو کار های روی چوب را می توان در مساجد دوران حکومت صفویه در مراغه، بناب، تبریز و خوی دید. در طول تاریخ مقرنس سازی مانند هنر های تزئینی دیگر سیر تکاملی را از نظر کثرت کار برد و از نظر افزونی مواد پیمود. این تـزئین با آغـاز سـاختمان مـسجدها و مـدرسه های عـلوم دیـنی در قـالب هـای جدید و بی دلیل، جای ارزنده ای را برای خود باز کرد، و اهمیتی زیادی پیدا نمود. بعد از شاهنشاهی ساسانیان و انقلاب انسانی ایرانی با آزاد سازی عمومی، اندیشه هنر در ایران بزرگ جلوه دیگری یافت، و هنر های ایرانی در قالب مکتب اسلام تحولات چشمگیری را ایجاد کردند. از این زمان به بعد هنر های زیبا و بدیع با اسلام در آمیخت و نام هنر های دوران اسلامی را بخود گرفت. از دید هنری دوران های اسلامی را می توان به سه دوره تقسیم کرد، دوران اولیه اسلام، دوران سلسله های اسلامی، دوران نزدیک اسلامی.
در دوران اولیه اسلام، به طور کلی مقرنس یعنی هر چهار نوع مقرنس های تزئینی در بیشتر بنا های این زمان بکار رفته است، البته مقرنس های لانه زنبوری، کمتر کار گردیده. می توان سه قرن اول هجری خورشیدی را آغازی دیگر بر هنر مقرنس سازی دانست. از قرن چهار و پنج هجری خورشیدی به بعد آثار بیشماری که نشانگر تحول این هنر باشد، در نقاط مختلف ایران بزرگ وجود دارد. نخستین نمونه های بارز چهار قرن آغاز اسلام مقبره شاه اسماعیل سامانی در بخارا است، که گذشته از عناصر تزئینی مقرنس کاری، تزئینات آجری جالبی را دارد، مقرنس ها بیشتر در گوشوار های زیر گنبد بکار آمده است، این مقبره از نمونه های اواخر قرن سوم هجری است. مقبره قابوس بن وشمگیر مشهور به گنبد کاووس یا گنبد قابوس نیز یکی دیگر از استوار ترین بنا های اسلامی این زمان است، که گذشته از شیار های زیبای ساقه و مخروط گنبد، دارای مقرنس های بسیار جالب و ساده می باشد. مسجد جامع نائین از آثار اوایل قرن چهارم هجری است، همراه با گچبری های دقیق و ظریف و خطوط کوفی گلدار، در بعضی قسمت های این مسجد مانند گوشه های گنبد و بالای محراب از مقرنس های گچی روی هم بهم گرفته شده است.
در قرن پنجم و ششم هجری خورشیدی، که نخست و بیشتر به معماری مقبره ها پرداخته شد، آنها به شکل برج با بقعه و نظائر آن ساخته می شدند، اکثر آثار معماری این زمان در نواحی خراسان قرار دارد. نشانگر معماری این عصر بنا هایی با گنبد مخروطی شکل شبیه به گنبد قابوس، برج رزگت یا رسکت، برج لاجیم، برج خرقان و مقبره های مخروطی شکل دروازه کاشان است. وسعت خاک ایران بزرگ در آن زمان موجب گردید، بیشترین آثار باقیمانده از آن دوران هم اکنون در ورای مرزهای امروزی جای داشته باشند. در این میان از مسجد بزرگ نورالدین در موصل عراق که در حال حاضر تنها رواق جنوبی مسجد بر جای مانده، و قبر نورالدین در دمشق که کاملاً شبیه به مقبره بی بی زییده است، و از نمونه های بارزی معماری زمان سلسله سلجوقی شناخته می شود. شیوه معماری زمان سلجوقی، تزئینات گچی ، سنگی و چوبی سطح داخلی گنبد و نمای خارجی همه در قالب های مقرنس بکار می رفته، و معماری ساختمان در درجه دوم اهمیت قرار داشته است. تأکید معماران و مقرنس سازها بیشتر معطوف به تزئین های آن بناها بوده، حتی حکمرانان سلجوقی هم در ایجاد این گونه بناها ابتدا به پوشش تزئینی روی آنها توجه نشان می دادند.
برخی بنا های قدیمی شهر ری و ورامین و سمنان و دامغان و مسیر جاده خراسان دلیل آن می باشد. آشکار ترین نمونهٔ معماری مسجد جامع اصفهان است، که از بنا های جامع و مهم ایران در زمان سلجوقی می باشد. مجموعه ای از عناصر و موضوع های گوناگون معماری و تزئینی، محراب گچبری و گنبد مقرنس کاری شده آن، از شاهکار های زمان وزارت خواجه نظام الملک است، سقف ایوان های این مسجد مقرنس های بی مانندی را به نمایش می گذارد. از دیگر آثار با ارزش که همگی با تزئین های مقرنس پوشش داده شده، مسجد جامع اردستان، مسجد جامع گلپایگان، مسجد جامع زواره و مسجد حیدریه قزوین می باشند، که به سبک گنبد نظام الملکی آرایش شده اند.
در قرن هفتم و هشتم هجری خورشیدی، زمانی از تاریخ را که سلجـوقی می گویند، در واقع قدرت و حکومت در دست سازمان قبیله ای دینی بود، که همان حکومت مردم می باشد، و دوران نوآوری های ارزنـده ای در خلـق آثار هنری بوده است. این زمان مردمی، سر چشمه آثار ارزشمند و آفرینش پدیده های هنری بوده، منجمله سبب گردید گچبری و مقرنس کاری گسترش چشمگیری یابد. در این دوره مردمی، هنر مقرنس مانند بسیاری از هنر های زمان، توسط هنرمندان ایرانی به آن سوی مرز های ایران رفت، لازم است عزیزان ایرانی، در هر کجای دنیا این کار را دیدند نسبت به شناسایی و معرفی هنرمند ایرانی آن اقدام کنند. همچنین مقرنس مانند هنر های دیگر در سال های بعد از سلجوقیان در ایران همچنان به حیات و تکامل خود ادامه داد. شاید در نتیجه برتری جویی و تحول و تکامل این هنر بود، که از آن زمان به بعد کاربرد عنصر تزئینی مقرنس را در آثار معماری لازمه تکمیل بنا دانسته شد.
هنرمندان عصر خانات ایرانی تحت تأثیر سبک های هنری پیشین به هر چه پربار تر کردن انواع هنرها پرداختند، و بویژه در آثار دوره ای که تیموریان دروغی می گویند، آثار باز مانده آن عهد نشانگر قدرت خلاقه این هنرمندان می باشد، که به کسب اعتبار بیشتری نائل شدند . نمونه های بسیاری از سبک دوران خانات ایرانی در بکار گیری مقرنس وجود دارد، مانند:
مشهور ترین اثر بازمانده از این دوران، گنبد سلطانیه در نزدیکی زنجان است، که مقبره سلطان محمد خدابنده نامیده می شود، و در واقع مجموعه گویایی از انواع هنر هاست. این مقبره با ارتفاع بیش از حد گنبد و گوشوارها و مقرنس های جالب زیر گنبد، و نیز نقاشی ها و کاشی کاری های بسیار زیبا، و گچبری های ارزنده اش، نمونه پربهایی است. از دیگر آثار ارزنده خانات ایرانی، آرامگاه خانوادگی به نام فاتح عالم واقع در شاهراه شازند ـ سمرقند است، این مقبره دارای یک برج با پایه هشت ضلعی و گردنی استوانه ای شکل با برج خمیده ماننـد است، ترک های باشکوهی در آن ایجاد گردیده و دارای ایـوان پیش آمده یی نیز هست، شکل مربع داخل بنا در نتیجه ایجاد طاق نماهایی که دارای برآمدگی مقرنس است بشکل صلیب درآمده است.
توجه شود، از دلایل شکل گرفتن هنر معماری و دیگر هنر های این دوره، استقلال و آزادی اندیشه و گفتار و کردار در تمدن سازمان قبیله ای است، که باعث شد تا هنرها نیز به جلوه گاه های تازه ای دست یابند. توجه خاص به معماری مساجد و مقابر و مدارس و دیگر بنا های عمومی، خواسته توده مردم در جهت ملی گرایی ویژه آن زمان بوده است. همچنین در این زمان توده مردم تکلیفی در مقابل حکام نداشتند، بلکه حق ملی داشتند، و سعی می کردند بهترین کارها را انجام دهند، اما بدشانسی و در ادامه تاریخ استعمار سر رسید.
مقرنس از لحاظ شکل 4 دسته می باشد:
مقرنس های جلو آمده: مقرنس هایی هستند، که مصالح آن از خود بنا می باشد، و در نهایت سادگی و بدون هیچگونه پیرایه ای به صورت آجر یا گچی، انتهای سطوح خارجی نمای بیرون ساختمان را آرایش می دهند و استحکام آنها زیاد است.
مقرنس های روی هم قرار گرفته: گذشته از مصالح به کار رفته اصلی بنا، گچ و آجر و سنگ، در سطوح داخل و خارج بنا به کار می روند. و غالبا در چند ردیف، دو تا پنج یا بیشتر، روی هم قرار دارند، و دارای ثبات متوسطی است.
مقرنس های معلق: شبیه همان منشور های آهکی آویزان در غارها می باشد، که اصطلاحا استلاکتیت نامیده میشوند، و غالبا از چسباندن مواد مختلف چون: گچ، سفال، کاشی و ... به سطوح مقعر داخل بنا صورت می گیرند، آویزان به نظر میرسند، و دارای ثبات کمی می باشند.
مقرنس های لانه زنبوری: شبیه لانه زنبور و در مجموع کندو های کوچک بر روی هم قرار گرفته هستند، این دسته از نظر شکل ظاهری شبیه به مقرنس های معلق می باشند.
دانلود فایل پاورپوینت مقرنس
irandeserts
arel

اِسلیمی نقش تزیینی به شکل گیاه با ساقههای مارپیچی است که ابتدا و انتهای آن مشخص نیست.
اسلیمی گونهای از نقش و نگار است شامل خطهای پیچیده و منحنیها و قوسهای دورانی مختلف که در تزئینات و کتیبهها و بعضی دیگر از کارهای نقاشی ترسیم میکنند. اسلیمی گاهی به صورت نقش اصلی و زمانی همراه با دیگر طرحها، در معماری٬ کتابآرایی و هنرهای صناعی بهکار رفتهاست.
عبارت اسلیمی منسوب به اِسْلیم، شکل دیگری از واژهٔ اسلام است و به این جهت گاهی آن را اسلامی نیز خواندهاند. اسلیمی یکی از هفت نقش اصلی در نگارگری سنتی ایران است. اسلیمی نمودار تجریدی «درخت زندگی» و یا صورت عام درخت به ویژه درخت تاک است که با گردشها و پیچشهای پی در پی و هماهنگ شاخههای آراسته به برگها و نیم برگها و گرههای آن از پایهای که بند اسلیمی خوانده میشود، میروید و با نظمی خاص و شکلی چشمنواز که میان اجزاء آن وجود دارد، طرحی ویژه از درخت را ارائه میدهد. تمام منحنیهای اسلیمی جهتی به درون و جهتی به بیرون دارند که جزء ذات اسلیمی است که این گرایش به بینهایت دارد و نشانی از جاودانگی در اسلیمی به شمار میرود. اسلیمی طرحی است متشکل از قوسهای دورانی زیبا که با چنگها، ماهیچهها، سرچنگها، گرهها و انشعابهای مناسب کامل میشود و زیبایی و شکوه خاصی را دربر میگیرد.
برخی از پژوهشگران، ریشهٔ این طرح را برگرفته از نقش «درخت زندگی» که در هنر ایران سابقهٔ کهن دارد، میپندارند. اما در هر حال اسلیمی نامی جدید است برای طرحی کهن که با شیوههای گوناگون و تنوع بسیار از روزگار باستان تاکنون کاربردی گسترده در هنرهای تزیینی ایران بویژه نگارگری ایرانی دارد.
باستانشناسان و پژوهشگران غربی به هنگام بررسی هنر اسلامی، چون با نقش اسلیمی نخستین بار در سرزمینهای غربی اسلامی چون فلسطین روبهرو شدند، این نقوش را عربی پنداشته، آن را «اربسک = عربانه» خواندند. در حالی که پس از مدتی دریافتند که این طرحها هیچ گونه ارتباطی با عرب نداشته، و سرچشمه گرفته از هنر دیگر ملل و از همه بیشتر متأثر از هنر ساسانی، هلنی و بیزانس است اما به هر حال، اسلیمی نقوشی است که در دوره اسلامی به کمال رسیدهاست. طرحی که امروز به نام اسلیمی در هنر ایران شناخته میشود، طرحی تجریدی و انتزاعی (دور از طبیعت) و تکامل یافته از نقش مایههایی است که در چند هزار سال کاربرد، دگرگونیهای بسیار به خود دیده، تا به صورت کنونی درآمدهاست.
wikipedia
نحوه تولید قطعات پیش ساخته گچی گچ برگ
صفحات گچی روکشدار برای مصارف روکار
صفحات بزرگ و نازک ( با ضخامت ۲۵ – ۸ میلیمتر ) گچی هستند که اطراف آن بوسیله کاغذ ضخیم یا مقوای نازک پوشیده شده و دارای وزن مخصوص ظاهری برابر با ۷۵۰ – ۹۵۰ کیلوگرم بر مترمکعب است. برای تولید این نوع محصول معمولا” گچ را با آب و مواد اضافه شونده دیگری مثل مانند چسب و غیره در مخلوط کن مداوم ریخته و همگن میکنندبطوری که خمیر سیال و زودگیرنده حاصل میشود. این خمیر مایع بر روی مقوا ( ضخامت ۰/۶ میلیمتر به وزن ۳۰۰ – ۳۵۰ گرم در هر متر مربع ) که بر روی نوار لاستیکی متحرکی قرار گرفته و بصورت مداوم حرکت میکند ریخته میشود و همزان با این عمل رول ورق مقوایی دیگری باز و بر روی سطح گچ ریخته شده قرار میگیرد و آنگاه از مابین دو غلطک شکل دهنده میگذرد. در این صورت تمام اطراف گچ توسط این دو نوع مقوا پوشیده شده که این پوششکاری حالت سطح کردن داشته و یا هسته مرکزی آن یعنی گچ مقاومت کافی را حاصل مینماید و قطعاتی به عرض در حدود ۱/۲۰ الی ۱/۲۵ متر و ضخامتی بین ۹/۵ الی ۲۵ میلیمتر حاصل میشود. گچ محصور شده بین این دولایه مقوا پس از مدت کمی سخت شده و تخته ورق گچی تر در مرحله بعدی بوسیله قیچی ویژهای به طولهای مورد نیاز بریده میشود و مقدار آب باقی مانده که در حدود یک سوم وزن آن است در یک خشک کن طبقهای با دمای غیر مستقیم یا مستقیم به روش مداوم خشک میگردد. صفحات گچی نسبت به نوع کاربردشان در انواع مختلف تولید میشوند. کارخانجات مدرن امروزی با ظریفیتی معادل ۲۰ میلیون تن متر مربع در سال و مقدار مصرف گچ آنها برابر ۱۵۰۰۰۰ تن و بیشتر در سال طراحی و کار میکنند
صفحات گچی ساختمانی – رنگ کارتن : سفید مایل به زرد – DIN 18180 GKB / EN 520 Typ A
صفحات محافظ آتش – رنگ کارتن : پشت خاکستری – DIN 18180 GKF / EN 520 Typ DF
صفحات گچی ساختمانی ضدآب – رنگ کارتن : سیز – DIN 18180 GKB1 / EN 520 Typ H2
صفحات محافظ آتش و آب – رنگ کارتن : سبز – DIN 18180 GKF1 / EN 520 Typ DFH2
صفحات قابل گچکاری – رنگ کارتن : خاکستری – DIN 18180 GKP / EN 520 Typ P
صفحات روکشدار گچی Typ A برای اتصال به دیوارهای صاف به عنوان پوشش دهنده خشک به دیوارهای خشک و سقف بوده و معمولا” دارای ضخامت ۱۲/۵ میلیمتر میباشد. همچنین از این ضخامت برای جداسازی فضاهای غیر باربر استفاده میشود. صفحات گچی محافظ آتش نیز مانند صفحات ساختمانی برای مکانهای که باید در مقابل آتش سوزی مقاوت داشته باشند کاربرد دارد. صفحات گچی ضد آب و ضد آتش و بالاخره صفحات قابل گچکاری که بر روی آنها انواع گچکاری یا سیمانکاری میتواند بشود و برای زیرکار مصرف دارد
از همین نوع صفحات گچی در کارخانه صفحات دیگری با ابعاد کوچکتر و چهارکوش یا مربع شکل برش میدهند و سپس آنها را سوراخ کرده و پشت آنرا توسط قطعات عایق کننده نوعی نمد و غیره جهت صوت یا حرارت میپوشانند که برای فضاهای جاذب صدااستفاده میشود. گاهی این صفحات با ابعاد کوچکتر را با پوششهای پلاستیکی و یا رنگهای مختلف و پوشش چوبی برای سقف سازی و دکوداتور استفاده میکنند. پوششهای فویل آلومینیوم دار این قطعات برای مکانهای که تولید بخار میشود بعنوان سد کننده و یا گاهی با پوشش ورق سرب جهت محافظت ازپرتوهای اشعه ایکس بکار گرفته میشود
طبق استاندارد EN 13950 از این صفحات قطع کوچک با چسباندن صفحات عایق کننده از مواد کفی یا پشم شیشههای مخصوص و یلی استایرن و یلی اورتان و … صفحات مرکب تولید مینمایند
مراحل و خط تولید گچ برگ، صفحات گچی روکش دار
صفحات روکش دار گچی یا گچ برگ طی یک فرآیند به هم پیوسته تولید میشوند.
دوغاب گچ که مخلوطی از گچ استاکو (stucco) ، آب و سایر افزودنی های مورد نیاز است پس از مخلوط شدن در مخلوط کن بوسیله خروجی های متعدد بر روی کاغذ مخصوص پخش میشود. در این وضعیت کاغذ زیرین ، سطح رویی و کاغذ فوقانی سطح پشتی صفحات گچی تولید شده را تشکیل میدهد. صفحات گچی تولیدی با عبور از قطعات و مراحل مختلف دارای نوع لبه و ضخامت مورد نیاز خواهند شد. کاغذ رویی علاوه بر سطح بیرونی صفحه قسمت های دیگری نظیر لبه ها و بخش کوچکی از پشت صفحه را نیز میپوشاند.
بعد از شکل پذیری ، این صفحات گچی از تعدادی قطعات تنظیم کننده عبور میکند که در این مرحله ضخامت صفحات تعیین میشود.
در طی این مدت گیرش و سختی صفحه افزایش می یابد و در مرحله چاپ مشخصات محصول تولیدی مانند : نوع صفحه ، ضخامت ، زمان تولید و استاندارد مربوطه روی آن ثبت میشود.
در مرحله برش نوار پیوسته صفحات گچی تولید شده به طول های مورد نیاز و استاندارد برش داده شده و پس از ان به سمت کوره خشک کن هدایت و آب اضافی آن به آرامی تبخیر میشود. این صفحات گچی پیش ساخته پس از خشک شدن بسته بندی شده و به محل انبار یا پروژه ساختمانی حمل میشود.
مرحله بسته بندی گچ ساختمانی
در قسمت بسته بندی یا پاکت زنی مسئول مربوطه کیسه های خالی (معمولا” از جنس پلی پروپیلن)
که بطور مناسب نشانه گذاری شده اند را به شیرهای اتوماتیک دستگاه پاکت زنی وصل مینماید.
کیسه ها پس از پر شده و رسیدن به وزن مورد نظر از شیر جداشده و توسط نوار نقاله به
داخل کامیون ها هدایت میشوند. با توجه به نوع گچ کیسه با وزن های متفاوت استفاده میشود.
مطابق با استاندرد ملی ایران هر کیسه میتواند به ازای وزنش حداکثر ۵ درصد تلورانس داشته باشد.
واحد کنترل کیفیت هر کارخانه تولیدکننده گچ بنا به پارامترهای مختلف باید با انجام آزمایشات در هر
مرحله از تولید کیفیت محصول را کنترل کند.
بسته بندی گچ ساختمانی
گچ های ساختمانی ، اندودهای گچی آماده و اندود گچی ساختمانی ویژه ، طبق استاندارد ملی ایران
باید به وضوح نشانه گذاری شوند و یا محموله ی ان دارای بارنامه به شرح ذیل باشد:
استاندارد ملی ایران شماره ۱-۱۲۰۱۵
نام ، نام تجاری و سایر مشخصات تولیدکننده
مشخص کردن گچ های ساختمانی
تاریخ تولید
وزن خالص هر پاکت
گچ پزی
روش های مختلف پخت و تولید گچ – فرآیند تولید گچ و تبدیل سنگ گچ به گچ پخته شده در کارخانه
انفجار سنگ گچ ← حمل ← خرد کردن ← سرند ← پخت ← غبارگیری ← آسیاب ← سرند ← ذخیره ← بارگیری
گچ چگونه ساخته میشود؟ امروزه در صنعت تولید گچ روش های مختلفی وجود دارد که مهمترین روش آنها به طور شماتیک نشان داده می شود. البته هر کدام از آنها دارای مزایا و مضراتی هستند و نسبت به نوع تولید نهایی آنها ، روش ویژه ای را انتخاب می نمایند. در کارخانجات با توانایی تولید گچ های مختلف پس از تولید گچ به روش معمول ، گچ با افزودنی هایی ترکیب شده و دارای ویژگی های مختلفی میشود که در لینک زیر میتوانید مطالعه نمایید.
انواع گچ های ترکیبی – گچ سیوا ، گچ ساتن ، گچ پلیمری پاششی ، گچ گیپتون
انواع فرآیندهای تبدیل سنگ گچ به گچ و تولید گچ- خط تولید گچ در کارخانه
تولید گچ به روش سیستم پخت پایین گچ که مواد خام موازی با حرارت می باشد
تولید گچ به روش سیستم پخت دما بالا که جریان مواد مخالف با حرکت حرارت می باشد
تولید گچ به روش سیستم پخت گچ با دو کوره دوار استوانه ای پخت پایین و بالا همراه با خنک کننده و مخلوط این دو گچ
تولید گچ به روش سیستم دو پخت گچ و استفاده از دمای گچ پخته شده همراه با اضافه نمودن مواد اولیه به کوره پخت پایین
تولید گچ به روش سیستم دو پخته کوره گچ
تولید گچ به روش پخت گچ در آسیاب پخت و انتقال بهکوره دوار استوانه ای جهت پخت بعدی (دو پخته) در دو منطقه در کوره دوار استوانه ای حرارت غیر مستقیم به گچ
تولید گچ به روش سیستم پخت گچ مرکب با کلسیناتور و جریان هوا حرات غیر مستقیم
تولید گچ به روش سیستم آسیاب پخت
تولید گچ ساختمانی به طریق گاز انتقال دهنده
گچ پزی یعنی حرارت دادن به سنگ گچ آبدار بطوریکه بتوانیم ۱٫۵ مولکول از آب تبلور آن را تبخیر نمائیم. همانطوری که گفته شد، سنگ گچ سولفات کلسیم بعلاوه دو مولکول آب تبلور می باشد به فرمول CaSo4, 2H2O. عمل تبخیر ۱٫۵ مولکول آب تبلور سنگ گچ در گرمای بسیار کم انجام می شود بطوریکه اگر به سنگ گچ در حدود ۱۷۰ درجه حرارت بدهیم، ۱٫۵ مولکول از آب تبلور خود را از دست داده و به گچ ساختمانی به فرمول CaSo4, 0.5H2O تبدیل میگردد
فرمول تولید گچ ساختمانی
CaSo4, 2H2O ———————— CaSo4, 1/2H2O + 3/2H2O
در اثر حرارت بیشتر تا گرمای ۳۰۰ درجه سنگ گچ ۱٫۷ مولکول آب تبلور خود را از دست داده و به گچ تشنه به فرمول CaSo4, 0.5H2O تبدیل میشود. این گچ میل ترکیبی شدید با آب داشته به طوری که اگر در مجاورت با هوای آزاد قرار بگیرد ۰٫۲ مولکول آب از بخار موجود در هوا را جذب کرده به گچ ساختمان با ۰٫۵ مولکول آب تبلور تبدیل می شود
در گرمای ۷۰۰ درجه سنگ گچ کلیه آب تبلور خود را از دست داده و به سولفات کلسیم به فرمول CaSo4 که به آن گچ سوخته می گویند. این محصول میل ترکیب با آب را نداشته و قابل مصرف در صنایع ساختمانی نیست. البته می توان با افزودن بعضی مواد به آن مانند زاج و یا سولفات روی ZnSo4 میل ترکیبی آن را با آب عودت داد ولی در صنایع ساختمانی این کار مقرون به صرفه نیست. گچی که تمام آب تبلور خود را از دست بدهد انیدریت نام دارد
از گرمای ۷۰۰ تا ۱۴۰۰ درجه گچ سوخته تجزیه شده و به اکسید کلسیم به فرمول CaO و گاز SO3 تبدیل می گردد و SO3 به SO2 وO تبدیل شده که هر دو متصاعد میگردند و اگر CaO که همان آهک زنده باشد در پودر گچ باقی بماند در زمان گیرائی آن تاثیر گذاشته و در اثر مجاورت با آب شکفته می شود و به هیدرات کلسیمCa(OH)2 تبدیل می گردد. اگر از این گچ برای سفید کاری استفاده شود دانه های آهکی در مجاورت آب ازدیاد حجم پیدا کرده و در سطوح گچ کاری شده ایجاد ناصافی می نماید و آنرا آبله رو میکند که در اصطلاح کارگاهی به آن آلونک می گویند. در زیر می توانیم به نمونه های از روش پخت گچ با استفاده ازکوره های گچ پزی اشاره نمود
مرحله استخراج سنگ گچ از معدن جهت تولید گچ
ابتدا سنگ گچ مصرفی کارخانه از معدن با کامیون به دپو کارخانه حمل میشود.
مرحله خرد کردن بوسیله دستگاه کوبیت – سنگ شکن
سنگ گچ استخراج شده از معادن با لودر به قیف کوبیت هدایت میشود و توسط چکش های دستگاه سنگ شکن به قطعات حدود ۳ تا ۷ سانتی متر تبدیل میشود.
با توجه به محل اسقرار کارخانه و نوع سنگ گچ معدنی آن منطقه از نظر سستی یا سختی میتوان در تعداد سنگ شکن جهت کارخانه تصمیم گیری کرد.
مرحله جداسازی
بعد ار خرد شدن سنگ گچ با استفاده از یک نوار نقاله به سرند هدایت میشود که در آنجا به دو بخش نرم و کلوخه تقسیم میشود. مواد خام نرم به سیلوی کوره لوبرن که با حرارت پایین کارمیکند و مواد خام بزرگ تر یا کلوخه به سیلو هایبرن که با حرارت بالا کار میکند ریخته میشود.
پس از خروج سنگ گچ پخته شده از دو کوره ، در برخی از کارخانجات خروجی هر دو را با هم مخلوط کرده و به سیلوی ذخیره مواد پخته شده میریزند و در برخی کارخانجات دیگر ، خروجی کوره هایبرن را به داخل کوره لوبرن میریزند تا با یکدیگر مخلوط شده و کیفیت بالاتری به دست آید.
درجه حرارت کوره های پخت سنگ گچ
در ابتدای این مطلب باید گفت در تولید گچ ساختمانی در کارخانه درجه حرارت کوره هایبرن یا همان پخت گچ به روش مستقیم بین ۲۰۰ تا ۳۵۰ درجه سانتی گراد است.
مرحله پخت گچ
پخت گچ به روش حرارت مستقیم کوره: در این روش شعله مشعل کوره در تماس مستقیم با مواد خام در واقع سنگ گچ میباشد. روش پخت مستقیم سنگ گچ خود به سه شکل است که در ذیل به آنها اشاره میشود.
پخت گچ به روش حرارت بالا (هایبرن): مواد کلوخه یا درشت سنگ گچ با دانه بندی ۱۰ تا ۴۰ میلیمتر از سیلوی ذخیره کوره به درون کوره هایبرن ریخته و توسط یک مشعل که سوخت گاز یا مازوت دارد با حرارت مناسب با این قطعات سنگ گچ خام پخته میشود. حرارت کوره بستگی به جنس و ابعاد سنگ چ خالم دارد. در این روش سنگ گچ از انتهای کوره وارد شده و به سمت ابتدای کوره که در آن مشعل قرار دارد میرود (جریان حرکت سنگ گچ و شعله مخالف یکدیگرند). این نوع پخت سنگ گچ باعث میشود لایه بیرونی سنگ گچ و به تدریج درون آن پخته شود و به خوبی نیمه هیدرات گردد.
پخت گچ به روش حرارت پایین (لوبرن): در این کوره مواد نرمی که از زیر سرند مواد خام جدا شده اند با دانه بندی ۰ تا ۱۰ میلیمتر وارد کوره شده و با حرارت مناسب برای این ابعاد سنگ گچ خام ، پخته میشوند. در این روش سنگ گچ از ابتدا کوره وار شده و به سمت انتهای کوره حرکت میکند. حرکت گرمای شعله از قسمت ابتدایی کوره به سمت انتهایی آن میباشد.
حرارت کوره لوبرن بنا به سختی و حتی رطوبت محیط متغیر و حدود ۱۰۰ تا ۱۵۰ درجه سانتی گراد میباشد. البته حرارت کوره ها در کارخانه های تولیدکننده گچ ساختمانی بنا به جنس سنگ گچ خام هر منطقه و اندازه سنگ گچ در هر کارخانه متفاوت است.
پخت به روش مخلوط حرارت بالا و حرارت پایین (مدیوم برن): در این نوع کوره ها که آنها را اصطلا” سیستم تک کوره مینامند، مرحله جداسازی مواد خام با سرند وجود ندارد و مواد خام خروجی سنگ شکن نهایی که مخلوطی از سنگ گچ نرم و درشت میباشد مستقیما” از ابتدای کوره یعنی همان سمت مشعل وارد و در موافق حرکت شعله به سمت انتهای کوره حرکت میکنند.
در این روش به علت این که ممکن است میزان حرارت برای مواد خام کوچکتر زیاد بوده و برای مواد خام بزرگتر کم باشد، مواد خام کوچکتر تمام آب ترکیبی خود را از دست داده و مواد خام بزرگتر به خوبی نیمه هیدرات نمیشود و گچ تولیدی از کیفیت مناسب برخوردار نمیشود. برای رفع این مشکل در جلوی کوره شانه ای ایجاد میکنند که مواد خام کوچکتر از شانه به سمت انتهای کوره حرکت و مواد خام بزرگتر در قسمت جلوی کوره متوقف میشود تا گچ پس از پخته شدن در کوره کیفیت مطلوبتری پیدا کند.
پخت گچ به روش حرارت غیر مستقیم: در این روش پخت گچ کوره بصورت دو جداره ساخته میشود و سنگ گچ خام از ابتدای کوره وارد شده، بین جداره داخلی و خارجی آن قرار گرفته و به سمت انتهای کوره حرکت میکند. در این سیستم هیچ گونه تماسی بین سنگ گچ خام و شعله وجود ندارد. جداره داخلی کوره مشعل، باید از جنس ورق نسوز باشد.
مرحله فیلتر و غبارگیری گچ: به طور کلی غبارهای تولیدی درون کوره از سنگ گچ جدا شده، ابتدا وارد سیکلون ها و سپس وارد فیلترهای مربوطه میشود تا تصفیه شده و از فیلتر خارج شود. سیکلون وسیله ای مخروطی شکل است که از شش قسمت جداگانه شبه به قیف میباشد. هوای الوده مخلوط با غبار در قسمت فوقانی آن می دمند و گرد و غبار به قسمت های پایین این شش سیکلون وارد میگردد و بدین صورت فیلتر گرد و غبار در فرآیند تولید گچ صورت میگیرد.
کارخانجات تولید گچ جهت رعایت قوانین زیست محیطی ، علاوه بر سیکلون ، سیستم فیلترینگ صنعتی نیز باید داشته باشند تا فیلتر کردن گرد و غبار به شکل صنعتی تیز صورت گیرد
معمولا” دو نوع سیستم غبارگیری در کارخانجات وجود دارد
بگ فیلتر
الکتروفیلتر
بگ فیلتر : در این سیستم غبارگیری با استفاده از فیلتر های کیسه ای صورت میگیرد که به صورت مکانیکی عمل مینماید. این سیستم غبارگیری بدین صورت است که تعدادی کیسه ی پارچه ای مخصوص در یک اتاقک قرار داده میشود. گرد و غبار وارد این کیسه ها شده و با فشار هوایی که توسط فن ها قوی که در پشت آن قرار دارد ذرات گرد و غبار جذب این کیسه ها شده و سپس هوای تصفیه شده به خارج هدایت میگردد. یک سیستم تکان دهنده مکانیکی نیز وجود دارد که هر از چند گاهی بطور متناوب کیسه ها را تکان میدهد. میزان غبارگیری در سیستم بگ فیلتر بیش از ۹۹ درصد است اما این کیسه به دمای بالا هوا حساس بوده و پس از مدتی نیاز به تعویض دارد.
الکتروفیلتر : این سیستم غبارگیری به این شکل است که ، غبار موجود در سیستم گاز خروجی کوره، ابتدا وارد دستگاه الکترو فیلتر شده و ذرات آن از بین یک سیستم الکترواستاتیکی قوی بین الکترودها با قطب های مختلف عبور داده میشود. در نتیجه ذرات یونیزه شده و دارای بار منفی میشود. سپس این ذرات جذب صفحات مثبت الکترود مقابل که الکترود رسوب نیز نامیده میشود ، گشته و بار خود را از دست میدهند خنثی میشوند و حت نیروی وزن خود درون قیف تخلیه میریزند. سپس توسط سیستم های تکان دهنده که هرزگاهی به آن ضربه زده میشود از الکتروفیلتر خارج میگردد. مزیت الکتروفیلتر این است که حساس به دما نیست اما میزان جذب غبار به خوبی بگ فیلتر نمیباشد.
مرحله دم پخت: در این مرحله بار خروجی از کوره توسط یک بالابر دارای کاسه های متعدد به سیلو ریخته شده تا در مرحله بعد آسیاب گردد.
مرحله آسیاب: سنگ گچ پخته شده بعد از مرحله دم پخت وارد آسیاب شده و به کمک چکش های آسیاب بصورت پودر در می آید. مرحله سرند (الک) پس از مرحله آسیاب ، گچ پودر شده از سرند هایی عبور داده می شود تا به مقدار دانه بندی مورد نظر برسد. گچ هایی که دانه بندی مناسب داشته باشند از سرند عبور کرده و وارد مرحله بعدی میشوند اما گچ هایی که دانه بندی درشت تری دارند بر روی سرند باقی مانده و مجددا” به مرحله قبل برای آسیاب بیشتر و رسیدن به دانه بندی مورد نظر وارد میشوند. البته با توجه به نوع گچ تولیدی در کارخانه مقدار مش سرند آسیاب متفاوت میباشد اما بطور کلی هرچه گچ نرم تر باشد از نمره مش بالاتری برخوردار است و برعکس
 علی دهقانپور با بیش از 15 سال سابقه در زمینه گچ بری و نورپردازی
علی دهقانپور با بیش از 15 سال سابقه در زمینه گچ بری و نورپردازی